
サンラインと、愛和義肢製作所は、大気圧低温プラズマを利用した義手製造技術を共同開発しました。
サンライン/愛和義肢製作所「義手製造技術」

サンラインと、愛和義肢製作所は、大気圧低温プラズマを利用した義手製造技術を共同開発しました。
共同開発した義手製造技術は、シリコーンゴム製の義手の表面に大気圧低温プラズマを照射してプラズマ処理する新技術で、義手を身体に固定するための面ファスナーの接着強さを約10倍以上向上させました。
義手の耐久性を向上するだけでなく、プライマーなどの薬液処理や研磨などの下地処理を削減することで、義手製作を担う義肢装具士の作業環境を改善しました。
(1)技術開発の背景と動機
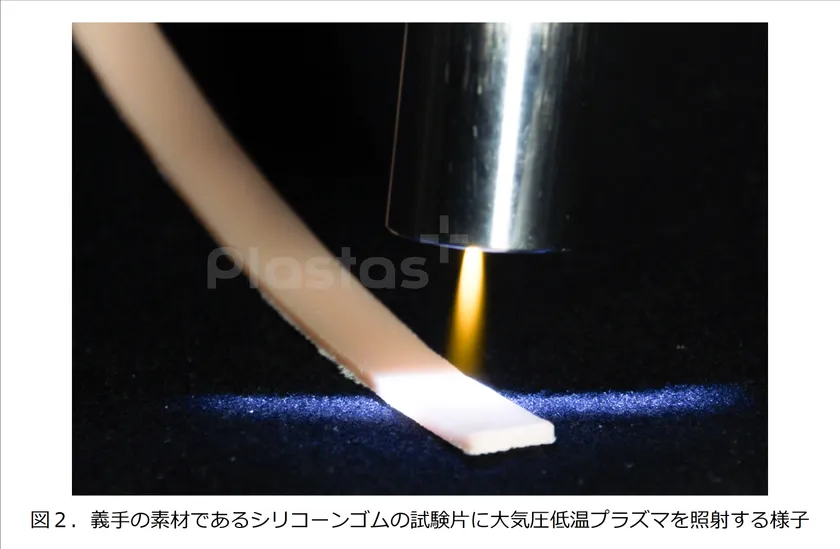
義肢装具では、疎水性・離型性・化学的安定性・耐熱性・弾性的特性などの物理的特性や、低アレルギー性・生体適合性の特長があることから、義肢の素材としてシリコーンゴムが広く利用されています。
しかし、疎水性や離型性、化学的安定性により、接着性が困難な素材でもあります。
特に、義肢固定方法として使用される合成繊維製の面ファスナーは、シリコーンゴムへの接着が困難であるため、面ファスナーの着脱時の応力によってはく離する問題がありました。
この問題を解決するために、プライマー剤(化学薬品)を塗布する薬液処理をしたり、シリコーンゴムの接着面を研磨する下地処理をしたりすることで接着性を改善する方法が採用されてきましたが、義肢装具士の作業負担が増大し、化学薬品による人体への影響も懸念されていました。
(2)開発した技術の詳細と特長
サンラインと愛和義肢製作所は、難接着性素材であるシリコーンゴムと合成繊維製の面ファスナーの接着性を、大気圧プラズマ処理を応用することで、プライマー剤などの薬液処理や研磨などの下地処理を行わず、強固に接着するプロセスを開発しました。
○ メカニズム
大気圧低温プラズマ技術は、薬液を使用せず、物質の表面を改質することで親水性や接着性を向上させることができます。
シリコーンゴムと面ファスナーに大気圧低温プラズマを照射してプラズマ処理し、その表面に接着剤を塗布して接着することで、プラズマ未処理に比べ接着強さが約10倍以上向上しました。
○ 利点
この技術により得られる利点は次の通りです。
・耐久性の向上 :シリコーンゴムと面ファスナーの接着強度が約10倍に向上し、義手の耐久性が向上
・作業効率の改善:プライマー剤や研磨などの前処理が不要になり、作業時間を短縮。
・安全性の向上 :化学薬品を使用しないため、作業者および使用者の安全性が向上。
○ 特長
シリコーンゴムなど難接着性素材の接着性改善方法の一つとして、プラズマ処理があります。
プラズマ処理法には、真空プラズマやグライディングアークプラズマ(大気圧)などが存在しますが、これらのプラズマ処理法は、スループット性や義肢装具士の作業の安全性の観点から義肢製造用には適していません。
株式会社サンラインの「低温」「ダメージフリー」の大気圧低温プラズマや、10年以上にわたる釣り糸(合成繊維)へのプラズマ処理の知見と、株式会社愛和義肢製作所の審美性・機能性を実現する卓越した義手製作技術とを組み合わせて共同開発することで、義手製造に適したシリコーンゴムと面ファスナーの接着性を改善する新しいプロセスを開発しました。
(3)技術開発のデータ
図3は、大気圧低温プラズマを一定時間照射してプラズマ処理したシリコーンゴムの表面を、電子顕微鏡を用いて拡大観察した図を示します。
大気圧低温プラズマの照射有無によって、表面の形状は変化していません。
すなわち、大気圧低温プラズマの照射が、照射対象物の表面に物理的な影響をほとんど与えないことがわかりました。
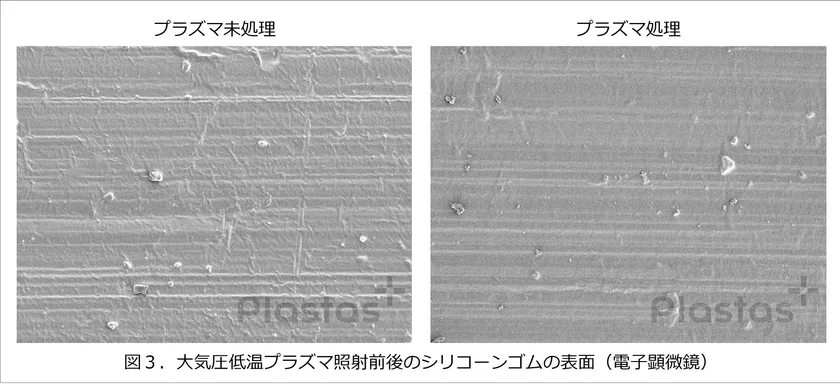
図4-1は、大気圧低温プラズマを一定時間照射してプラズマ処理し、接着したシリコーンゴム(幅10mm×長さ120mm)と面ファスナー(幅10mm×長さ120mm)の接着強さ(接着面積1cm2)を示します。
A・B・C・Dはそれぞれプラズマを生成するのに使用したガスの種類が異なります。
試験はT型はく離接着強さ試験方法(JIS K 6854(1999))を参考に実施し、試験速度300mm/minで測定しました。
(図4-2)
プラズマ処理は、プラズマ未処理の場合に比べ、接着強さが約10倍以上向上しました。
また、接着強さはプラズマを生成するガスの種類によって異なることがわかりました。
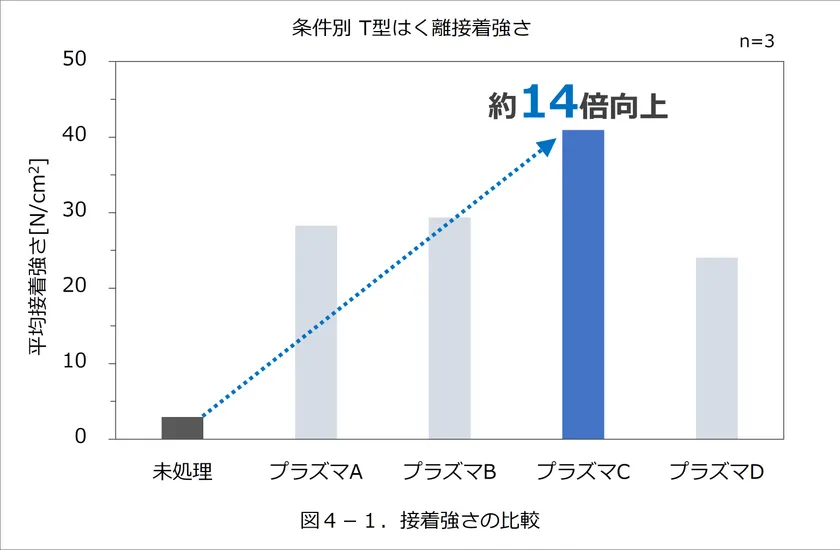
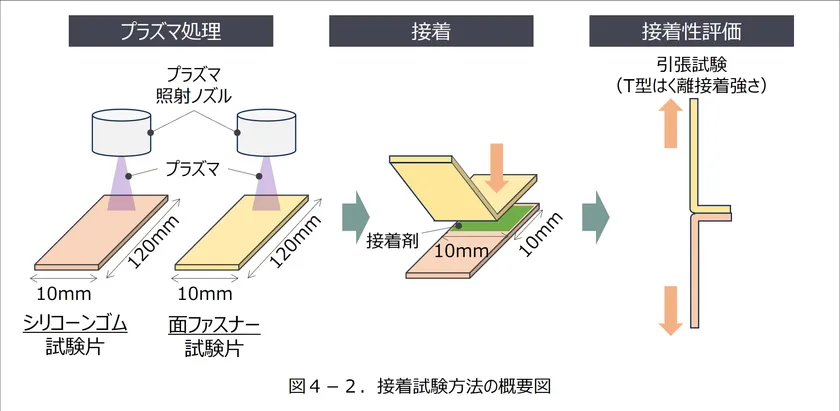
図5及び6は、T型はく離接着強さ試験後のシリコーンゴムと面ファスナーの、接着部分の全体と、電子顕微鏡を用いて接着部分を拡大観察した図を示します。
大気圧低温プラズマを照射していない試験片は、シリコーンゴム表面で界面はく離(※1)しています。
一方、大気圧低温プラズマを照射した試験片は、シリコーンゴム表面が材料破壊(※2)しています。
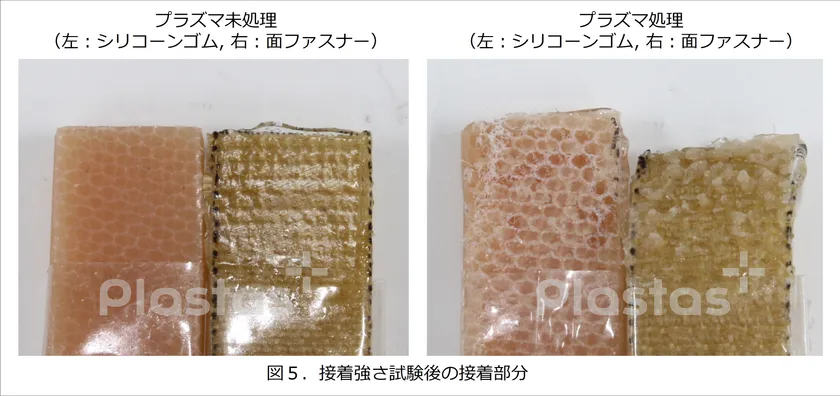
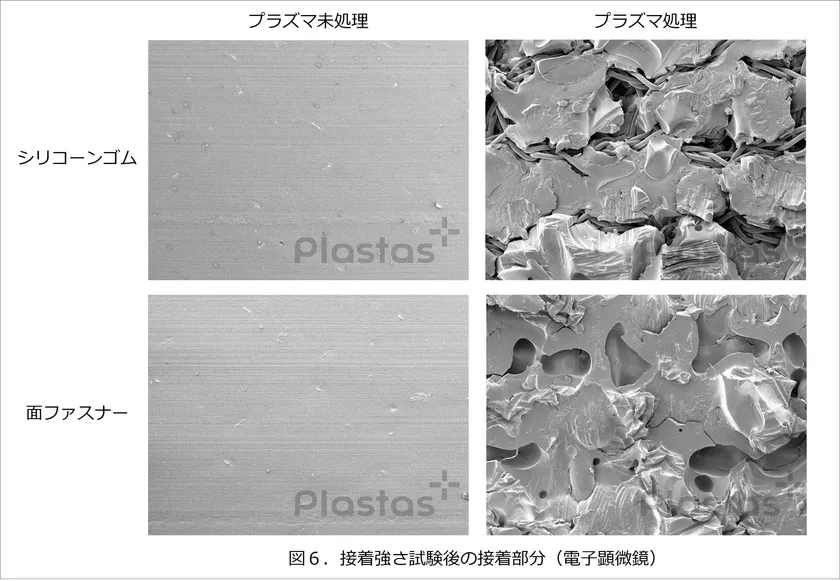
※1 界面はく離:シリコーンゴムと接着剤との界面ではく離している状態
※2 材料破壊:シリコーンゴムの材料強度を上回る接着強さが得られている状態